Mỡ bò chịu nhiệt độ cao là chất bôi trơn được sử dụng cho thiết bị hoạt động ở mức nhiệt độ cao. Các loại mỡ này có thể chống lại sự phân hủy khi có nhiệt độ cao và tải trọng nặng trong khi vẫn cung cấp khả năng bôi trơn lý tưởng, tăng cường khả năng chống mài mòn và hiệu suất, tăng thời gian hoạt động và tuổi thọ cho các bộ phận máy móc như ống lót và ổ trục. Việc lựa chọn mỡ bò chịu nhiệt phù hợp đòi hỏi phải có kiến thức về điều kiện nhiệt độ làm việc, thành phần hóa học của chất làm đặc và phụ gia, khả năng tương thích và phân hủy của mỡ, và thời gian tái bôi trơn lại…Bài viết này chúng ta cùng phân tích các tiêu chí phân tích để biết được chất lượng của mỡ bò chịu nhiệt.
Các tiêu chí phân tích để biết được chất lượng của mỡ bò chịu nhiệt
Chất lượng của mỡ bò chịu nhiệt được đánh giá qua các chỉ tiêu phân tích như: Loại dầu và độ nhớt, chỉ số độ nhớt của dầu, loại chất làm đặc, độ ổn định của thành phần được hình thành bởi dầu và chất làm đặc, thành phần và tính chất phụ gia, nhiệt độ môi trường, nhiệt độ vận hành, ô nhiễm khí quyển, tải, tốc độ, chu kỳ bôi trơn lại,…

Độ nhớt của dầu gốc
Độ nhớt của dầu gốc có lẽ là đặc tính quan trọng nhất trong tất cả các chất bôi trơn, bao gồm cả mỡ chịu nhiệt. Chất làm đặc và dầu gốc là những gì tạo nên đặc tính bôi trơn của mỡ, nhưng chủ yếu là độ nhớt của dầu gốc quyết định khả năng bôi trơn của mỡ.
Độ nhớt phụ thuộc vào cả nhiệt độ và áp suất. Nhiệt độ luôn được nêu khi đo độ nhớt, vì độ nhớt giảm khi nhiệt độ tăng. Độ nhớt thường được đo theo thời gian cần thiết để một lượng chất lỏng chuẩn chảy ra qua một lỗ mở cụ thể ở nhiệt độ nhất định. Độ nhớt của dầu gốc được đưa ra là ‘Độ nhớt động học’ tính bằng mm²/giây ở 40°C và cũng ở 100°C.
Phương pháp: ASTM D445, ISO 3104, DIN 51562, IP 71.

Nhiệt độ nhỏ giọt
Khi mỡ chịu nhiệt được đun nóng, cuối cùng mỡ sẽ đạt đến nhiệt độ mà chất làm đặc đã thay đổi đến mức không còn giữ được dầu gốc ở nguyên vị trí nữa. Điểm nhỏ giọt là nhiệt độ mà mỡ giải phóng giọt dầu đầu tiên. Thông số này được đo bằng phương pháp chuẩn hóa, trong đó một thùng mỡ được đun nóng trong lò cho đến khi giọt dầu đầu tiên chảy ra khỏi thùng.
Nhiều người lầm tưởng rằng điểm nhỏ giọt là thước đo hiệu suất của mỡ ở nhiệt độ cao. Trên thực tế, điểm nhỏ giọt không nói lên điều gì về đặc tính làm việc của mỡ, cũng không xác định một số loại giới hạn nhiệt độ trên. Thực tế là ở nhiệt độ cao hơn điểm nhỏ giọt, mỡ có khả năng gây ra nhiều rò rỉ hơn. Tuy nhiên, điều này cũng phụ thuộc vào việc nhiệt độ cao hơn có thể được coi là hằng số hay là đỉnh tạm thời.
Phương pháp: ASTM D566, ISO 2176, DIN 51801, IP 396

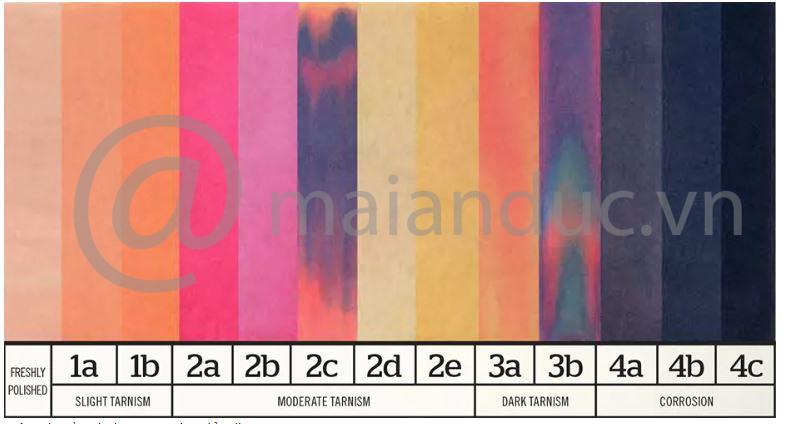
Ăn mòn đồng
Các thử nghiệm ăn mòn đồng được sử dụng để xác định khả năng bảo vệ kim loại đồng/kim loại vàng và các hợp kim mềm khác đôi khi có trong ổ trục của mỡ chịu nhiệt. Một dải đồng được đánh bóng được tiếp xúc với mỡ trong một thời gian cụ thể ở nhiệt độ cụ thể, thường là 24 giờ ở nhiệt độ 100 đến 120°C. Sau đó, dải đồng được làm sạch và màu sắc được so sánh với tiêu chuẩn ASTM để xác định cấp độ. ‘1a’ là xếp hạng tốt nhất trên thang đo.
Phương pháp: ASTM D4048, ISO 2160, DIN 51811, IP112/154

Độ xuyên kim
Cho đến nay, thử nghiệm phổ biến nhất đối với mỡ bò chịu nhiệt là độ xuyên kim để đo độ đặc của mỡ. Mỡ được đun nóng đến 25°C và được đặt trong một thùng chứa. Mỡ được trải qua 60 lần giã nhuyễn trong 60 giây. Một hình nón chuẩn được phép lún xuống dưới trọng lượng của chính nó vào mỡ trong thùng chứa và khoảng cách thâm nhập được đưa ra theo phần mười milimet. Giá trị độ xuyên kim càng cao, mỡ càng mềm. Giá trị thu được tạo ra xếp hạng NLGI* theo bảng bên dưới. Mỡ được xếp hạng NLGI từ 0 đến 000 thường được sử dụng trong các hệ thống bôi trơn trung tâm. NLGI 2/3 là độ đặc phổ biến nhất cho đến nay, trong khi các cấp NLGI từ 4 đến 6 rất hiếm.
| Xếp hạng NLGI | Tính nhất quán | Độ xuyên kim mm/10 trong 5 giây |
|---|---|---|
| 000 | Lỏng | 475 – 445 |
| 00 | Bán lỏng | 430 – 400 |
| 0 | Rất mềm | 385 – 355 |
| 1 | Mềm | 340 – 310 |
| 2 | Mỡ ‘bình thường’ | 295 – 265 |
| 3 | Chắc chắn | 250 – 220 |
| 4 | Rất chắc chắn | 205 – 175 |
| 5 | Cứng | 160 – 130 |
| 6 | Rất cứng | 115 – 85 |
Ngày nay, việc thêm một mức độ nhất quán giữa các mức xếp hạng NLGI đã thiết lập khác nhau là điều phổ biến. Chúng được chỉ định bằng một nửa giá trị, chẳng hạn như 1,5 hoặc 2,5.
Phương pháp: ASTM D217, ISO 2137 DIN 51580, IP 50
* NLGI = Viện mỡ bôi trơn quốc gia.
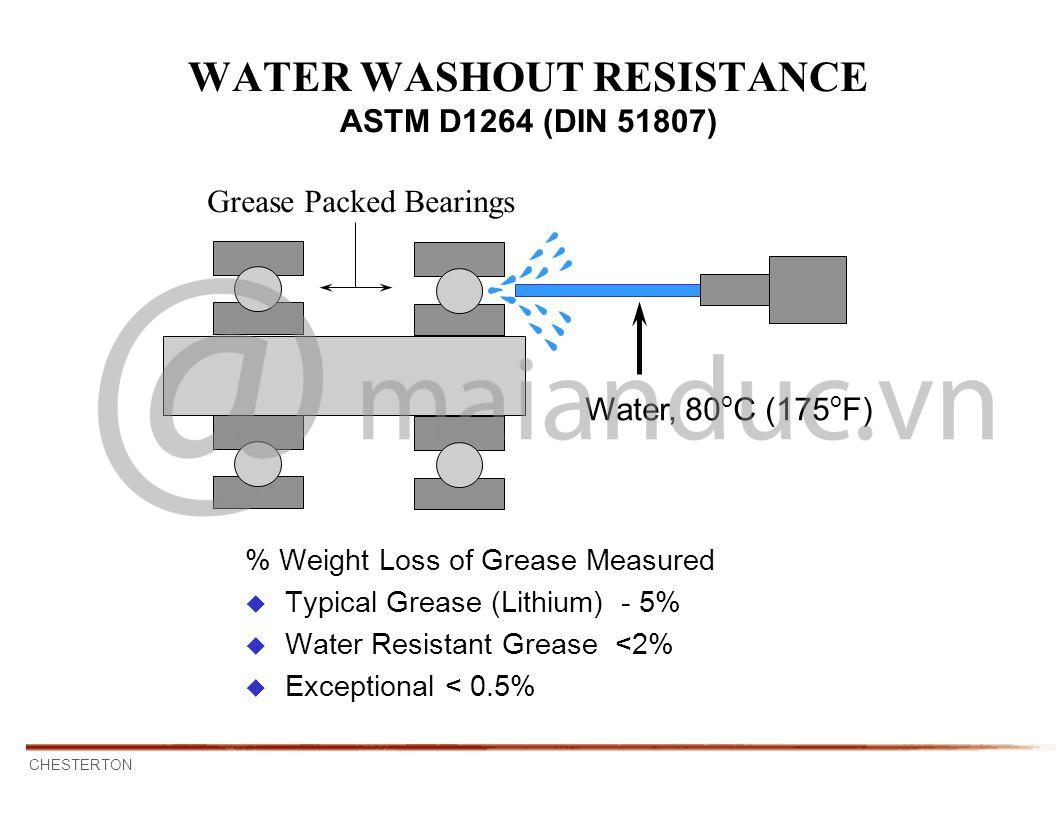
Khả năng chống thấm nước
Khả năng chống thấm nước theo thử nghiệm rửa trôi bằng nước được sử dụng để đo khả năng mỡ chịu nhiệt giữ nguyên vị trí trong vòng bi trong điều kiện ẩm ướt. Một tia nước được phun vào vỏ vòng bi với lưu lượng 5 ml/giây ở 79°C. Sau khi thử nghiệm, vỏ vòng bi được mở ra và sấy khô ở 77°C trong 15 giờ. Kết quả là lượng mỡ rửa trôi. Tỷ lệ mỡ còn lại trong ổ trục càng cao thì khả năng chống rửa trôi bằng nước càng tốt.
Phương pháp: ASTM D1264, ISO 11009, DIN 51807/2, IP215

Bảo vệ chống ăn mòn
Thử nghiệm EMCOR là thử nghiệm động để đánh giá khả năng bảo vệ chống ăn mòn của mỡ bò chịu nhiệt trong ổ trục. Thử nghiệm có thể được thực hiện bằng nước cất, nước muối tổng hợp hoặc nước quy trình cụ thể. Một vòng bi được thiết kế đặc biệt được đổ đầy mỡ cần thử nghiệm. Vòng bi được lắp vào trục dẫn động bằng động cơ và được đặt trong một vỏ kín được bịt kín ở một đầu (nước phải có thể đi qua ổ trục).
Vòng bi luân phiên giữa trạng thái hoạt động và trạng thái tĩnh trong một chu kỳ thử nghiệm cụ thể. Sau đó, vòng ngoài được đánh giá theo thang điểm từ 1 đến 5, trong đó 0 = không bị ăn mòn và 5 = bị ăn mòn nặng.
Phương pháp: ISO 11007

Khả năng chịu tải
Thử nghiệm hàn 4 bi là phương pháp đo khả năng chịu tải tối đa hoặc đặc tính EP/áp suất cực đại của mỡ. Tại điểm hàn, tải trọng tối đa mà mỡ có thể chịu được đã vượt quá và mỡ không còn cung cấp bất kỳ chất bôi trơn nào nữa. Có thể khó để so sánh kết quả từ các phương pháp thử nghiệm khác nhau.
Thử nghiệm bao gồm việc đổ đầy mỡ vào một thùng chứa. Ba viên bi thép sạch được nhúng vào mỡ và được khóa chặt bằng một vòng và đai ốc. Viên bi thứ tư được lắp vào máy phía trên ba viên bi kia. Một trọng lượng nhất định tạo áp lực lên cánh tay mô-men xoắn để tạo ra áp suất cụ thể. Viên bi trên cùng quay với tốc độ 1420 vòng/phút trong 60 giây và thử nghiệm được lặp lại với tải trọng tăng lên cho đến khi các viên bi hàn lại với nhau. Kết quả được đưa ra theo đơn vị Newton, N.

Khả năng chống mài mòn
Thử nghiệm mài mòn 4 bi được sử dụng như một phương pháp đo khả năng chống mài mòn của mỡ trong điều kiện khắc nghiệt. Khả năng chống mài mòn của mỡ được kiểm tra trong các tiếp xúc trượt thép trên thép. Thử nghiệm được thiết lập giống như thử nghiệm hàn 4 bi, nhưng với tải trọng hạn chế và thiết bị nhạy hơn. Sau khi thử nghiệm hoàn tất, kích thước của các vết mòn trên ba bi đứng yên được đo. Giá trị càng thấp thì khả năng chống mài mòn của mỡ càng tốt dưới ứng suất động.
Phương pháp: ASTM D2266, DIN 51350, IP 239.

Phổ phát xạ nguyên tử
Phổ phát xạ nguyên tử (AES) theo phương pháp Rotrode có thể được sử dụng để cung cấp thông tin về độ mòn, tạp chất, chất làm đặc và mức phụ gia trong mẫu mỡ. Giá trị sắt và crom tăng có thể chỉ ra rằng ổ trục lăn đã bị mòn, trong khi đồng, chì và thiếc cho thấy sự ăn mòn hoặc mài mòn từ lồng ổ trục.
Các tạp chất có thể có như silic (bụi), canxi (vôi) hoặc cặn nước cứng giúp xác định nguyên nhân gây mài mòn. Sự khác biệt giữa mỡ mới và mỡ đã qua sử dụng về hàm lượng và thành phần của gói phụ gia hoặc chất làm đặc cho thấy có sử dụng mỡ khác.

Chỉ số lượng tử hạt PQ
Chỉ số định lượng hạt (PQ) chuyên xác định các hạt sắt có thể từ hóa. Không giống như AES, không thể dễ dàng phát hiện các hạt sắt lớn hơn 5 micron, chỉ số PQ ghi lại tất cả các hạt mài mòn có thể từ hóa bất kể kích thước của chúng. Chiều cao của chỉ số PQ sau đó được đo kết hợp với hàm lượng sắt AES.
Chỉ số PQ cực đại (trên 500) cho biết rằng sự mài mòn cấp tính đã diễn ra bất kể giá trị sắt AES. Thường có hiện tượng rỗ hoặc mỏi vật liệu. Mức PQ cao (trên 200) với giá trị sắt AES thấp (dưới 100) cho biết rằng sự mài mòn cấp tính đang diễn ra và gây ra các hạt mài mòn tương đối lớn.
Chỉ số PQ tăng (trên 100) kết hợp với giá trị sắt AES cao tương ứng là dấu hiệu của sự mỏi vật liệu điển hình trong đó xảy ra hiện tượng mài mòn “bình thường”. Chỉ số PQ thấp (dưới 50) đi kèm với giá trị sắt AES cao (trên 100) luôn là dấu hiệu của sự ăn mòn và hình thành rỉ sét. Rỉ sét hầu như không từ hóa được, do đó nó tạo ra chỉ số PQ thấp.

Quá nhiều nước trong mỡ có thể gây ra sự ăn mòn và hư hỏng ổ trục. Ở những nơi có chuyển động tương đối cao, hiện tượng rỗ có thể xảy ra. Nếu có quá nhiều nước hoặc nước thấm liên tục, phải bôi trơn lại thường xuyên hơn. Nếu mỡ không chịu được nước, mỡ có thể trở nên mềm hoặc loãng và chất lượng sẽ giảm.
Máy chuẩn độ Karl Fischer
Cũng giống như dầu, lượng nước trong mẫu mỡ được tính bằng phương pháp Karl Fischer (KF). Phương pháp này yêu cầu nước phải được “đẩy ra” khỏi mẫu. Với dầu, nước từ mẫu đã được niêm phong sẽ được bốc hơi bằng cách đun nóng đến nhiệt độ lên đến 140 độ C. Tuy nhiên, việc đun sôi nước ra khỏi mỡ khó hơn nhiều.
Trong trường hợp này, nước phải được chiết xuất chậm ở nhiệt độ 120 độ C. Nước được dẫn vào bình chuẩn độ bằng kim rỗng và nitơ. Sau đó, phản ứng điện hóa diễn ra với dung dịch KF đặc biệt. Khi đạt đến điểm chuyển tiếp của đường cong chuẩn độ, hàm lượng nước chính xác có thể được nêu theo phần triệu.
Nếu mỡ chứa quá nhiều nước, điều quan trọng là phải tìm ra nguồn gốc và loại bỏ nó. Phương pháp Karl Fischer cung cấp thông tin định lượng về hàm lượng nước. Các nguyên tố được nghiên cứu bằng phương pháp quang phổ phát xạ nguyên tử giúp phân biệt giữa nước ngưng tụ và nước máy.
Nếu mẫu mỡ đã qua sử dụng không giống với mẫu mỡ mới và bị ô nhiễm bởi natri, canxi, kali hoặc magiê, điều này chỉ ra nước “cứng”, có thể đã thấm vào mỡ trong quá trình vệ sinh bằng áp suất cao. Nếu không có các khoáng chất này, thì đó có thể là mưa “mềm” hoặc nước ngưng tụ.
Nếu nước không được loại bỏ hiệu quả trong quá trình sản xuất mỡ, nước có thể được tìm thấy trong mẫu mỡ tươi. Phân tích mỡ tươi và mỡ đã qua sử dụng sẽ làm rõ vấn đề này.

Địa chỉ cũng cấp mỡ chịu nhiệt uy tín, chất lượng:
Nếu như bạn đang cần tìm mua mỡ bò chịu nhiệt chất lượng cao, uy tín nhưng chưa tìm được địa chỉ mua đủ tin tưởng và phù hợp? Hay bạn còn lo lắng về chất lượng của mỡ bò chịu nhiệt liệu có đảm bảo và đáng tin cậy? Bạn còn phân vân, chưa biết chọn lựa thương hiệu mỡ bò chịu nhiệt độ cao nào là phù hợp với mục đích của bản thân?
Hãy đến với chúng tôi, Công ty CP Mai An Đức – chuyên nhập khẩu và phân phối tại thị trường Việt Nam các loại sản phẩm dầu mỡ, phụ gia, hoá chất, keo công nghiệp, v,v, từ những thương hiệu lớn uy tín và chất lượng hàng đầu như: Azmol, Arginol, Royal, Molygraph, Caltex, Total...

Cùng với đội ngũ nhân viên được đào tạo bài bản, dày dặn kinh nghiệm, đi kèm đó là các loại sản phẩm đa dạng từ mẫu mã đến giá cả, đảm bảo sẽ đáp ứng được nhu cầu mua hàng khác nhau của khách hàng. Hãy liên hệ ngay với Mai An Đức để được tư vấn chi tiết về sản phẩm, chính sách đại lý và nhận được các ưu đãi với giá tốt nhất.
Mỡ chịu nhiệt 300°C:
- Mỡ bò chịu nhiệt Molygraph SGH 200S
- Mỡ bò chịu nhiệt Rizol Lithium Complex
- Mỡ bò chịu nhiệt Rizoflex 300
Mỡ chịu nhiệt 400°C:
Mỡ chịu nhiệt 600°C:
Mỡ chịu nhiệt 1000°C:
- Mỡ bò chịu nhiệt Spanjaard Copper Compound
- Mỡ bò chịu nhiệt Spanjaard Copper Grease
- Mỡ bò chịu nhiệt 1000 độ Molygraph Kopal 1000
- Mỡ bò chịu nhiệt 1000 độ Molykote 1000 Paste
- Mỡ bò chịu nhiệt 1000 độ Royal Premium Copper Clad
Thông tin liên hệ
- Địa chỉ: Số 6, Đường Phạm Thận Duật, Phường Thạnh Mỹ Lợi, Thành phố Thủ Đức, Thành phố Hồ Chí Minh
- Hotline: 0977868803
- Zalo: 0977868803
- Email: cskh@maianduc.com
- Website: www.maianduc.vn
- Facebook: facebook.com/MaiAnDucJSC


{kind=link}
{kind=link}